| 型号:TGJG-1050 |
无尾料控角钢法兰生产线通冠制造厂简易故障报警解决方式 生产线具备***的自警作用,可以随时随地系统软件硬件配置运行状态,生产线的绝大多数故障可以发生报警提示,依据故障提示明确数控车床故障,妥善处理、清除故障,提升生产线应用。

数控角钢生产线采用数控小车送料,每分钟送料速度可达80米,同时可以连续冲孔50俞次,较传统的角钢加工生产线,不仅仅减轻了工人的劳动强度,也大大提高了生产效率和加工精度,数控角钢生产线还带有故障自我诊断功能,当设备出现故障时报警系统就会发生信号,这样可以避免机器进一步的磨损,从而也能够***工人的生产,角钢生产线采用的液压系统是以电磁阀换向,结构简单、使用方便、便于维修。
技术特征:
● 设备刚性强,结构紧凑,优化排料,具有免剪切功能,材料利用***。
● 冲孔、切断、自动进行,生产效***。
● 计算机中文界面,操作简易,可显示工件图形。
● 编制程序时只需输入工件尺寸、准距、工作数即可,编程简易,也可直接使用放样软件所生成的程序数据。
● 采取了多项措施解决角钢弯曲引起的进料困难和准距误差。
● 采用PLC、工控机控制,伺服电机送进,效***,工作精度稳定。
● 关键的液、气、电动元件全部采用进口产品。
● 具有故障自我诊断和数据统计功能。
主要技术参数:
数控角钢法兰生产线技术参数:
? 加工角钢范围(mm):∠3×3×3—∠5×5×5
? 冲孔直径(mm):?26(5厚、Q235)
? 冲孔力(kN):400
? 每侧冲头数目(个):1
? 毛坯长度(m):6
? 成品长度(m):6
? 切断方式:600kN,单刃切断
? 数控轴数:3轴
? 冲孔速率:一般工件1000次/小时
? 送进电机和准线调整均为进口交流伺服电机,主要电气控制元件及液压、气动阀为进口元件。
? 加工精度:符合GB2694-2003的要求
? 角钢送进速度:15m/min
? 编程方式:键盘输入、USB接口输入、CAD放样软件形成的程序可通过软盘或网络直接输入。
? 生产线走向:右式——左式
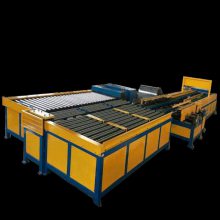
通冠 无尾料控角钢法兰生产线 5号角铁冲孔倒角加工自动进料


马鞍山市通冠重工机械厂 手机:𐂢𐂣𐂤𐂥𐂦𐂦𐂦𐂣𐂣𐂤𐂤 地址:安徽 马鞍山 博望区 博望镇东工业园














